Спецтехнологія 3-мсту Урок№28 Тема: Особливості повітряно-дугового різання і стругання складних відповідальних деталей кольорових металів 30.03.21
Опрацювати тему:Особливості повітряно-дугового різання і стругання складних відповідальних деталей кольорових металів
Зробити конспект
Сутність повітряно-дугового різання полягає в виплавлення металу з лінії різу електричною дугою, що горить між кінцем вугільного електрода і металом, і видаленні розплавленого рідкого металу струменем стисненого повітря. Недоліком цього способу флюсу та додаткова енергія струменя на видалення великої кількості шлаків з місця різу обумовлює в 2 рази більшу потужність полум'я, ніж при різанні без флюсу. Ріжуча насадка також повинна бути на один номер більше. Різання починають від краю листа або від заздалегідь зробленого отвору. Початок різу попередньо нагрівають до температури сказу. Після цього на половину обороту відкривають вентиль ріжучого кисню, включаючи одночасно подачу киснево-флюсового суміші. Коли розплавлений шлак дійде до нижньої кромки розрізається вироби, різак починають пересувати уздовж лінії різу, а вентиль подачі ріжучого кисню відкривають повністю. Різак повинен переміщатися рівномірно, в кінці різу його слід затримати, щоб прорізати метал на всю товщину. Перед різкою стали мартенситного класу її підігрівають до 250-350 ° С, а для сталей феритного і аустенітного класів підігрів не потрібно. Потужність полум'я, що підігріває і відстань від кінця мундштука до поверхні металу, що розрізає більше, ніж при звичайній кисневого різання. При прямолінійною розділової різанні високолегованих сталей різак встановлюють перпендикулярно поверхні металу або під кутом. На процес киснево-флюсового різання впливає правильний вибір тиску і витрати ріжучого кисню, потужність полум'я, що підігріває, швидкість різання, марка і витрата флюсу. Витрата кисню і його тиск визначаються в залежності від товщини металу, що розрізає і швидкості різання. Оптимальна витрата флюсу встановлюють візуально. Великий або недостатній витрата флюсу уповільнює процес різання. Стабільний процес різання можливий в тому випадку, якщо швидкість переміщення різака відповідає кількості поданих в зону різу кисню і флюсу. Ширина різу залежить від товщини металу, що розрізає.
На відміну від різання на повітрі при підводного різання метал інтенсивно охолоджується водою, водолазне спорядження обмежує рух різьбяра, видимість обмежена. Необхідний для різання нагрів металу вдається забезпечити завдяки створенню в місці різу газового міхура, відтісняє воду від полум'я і від ділянки, що нагрівається, і завдяки полум'я в 10-15 разів могутніше, ніж для аналогічних робіт на повітрі. Застосовується газополум'яна, електродугове і киснево-дугове підводний різання. Існує воднево-киснева і бензино-кисневе різання. Полум'я різака запалюють над водою, потім в мундштук подають стиснене повітря і різак опускають під воду. При роботі на великих глибинах використовують підводне запалювання за допомогою акумуляторної батареї або «запальною дощечки». Воднево-кисневе полум'я не має яскраво вираженого ядра, що ускладнює його регулювання, тому більш зручним як пальне є бензин. Розрізається метал нагрівають до появи оранжевого світиться плями. Потім включають ріжучий кисень і прорізають метал на всю товщину. Після цього різак переміщують уздовж лінії різу.
Одним з недоліків плазмового різання є високий рівень шуму, утворення токсичних газів, пилу, ультрафіолетового та інфрачервоного випромінювання. Це запобігає, крім усього іншого. Занурте рідкий матеріал і пальник на глибину десятків міліметрів під водою і використовуйте вентиляцію і екрани.
Сварка цим методом включає з'єднання елементів з використанням металевого електрода, який плавиться в електричну дугу, разом з звареним звареним швом розплавленого металу. Електрод являє собою металевий стрижень певного діаметру і довжини, покритий спеціальною масою спеціальних властивостей, званий кришкою. Процес зварювання зазвичай є ручним, оскільки зварювальник просуває точку плавлення електрода до металу шва, зберігаючи постійну дугу і одночасно переміщаючи свій світиться кінець уздовж лінії зварювання.
При електродугової в порівнянні з газополум'яної різкою необхідно вживати додаткових заходів. Весь токоподвод аж до електрода повинен бути надійно ізольований, щоб скоротити до мінімуму даремну витік струму. В основному різання ведуть металевим електродом, що плавиться, що забезпечує вузький рез при великій продуктивності. Електроди виготовляють з низьковуглецевих сталей діаметром 6-7 мм довжиною 350-400 мм, з покриттям товщиною 2 мм. Покриття захищено від води просоченням парафіном, целулоїдним лаком або іншими вологостійкими матеріалами. Сила постійного струму прямої полярності повинна бути на 10-20% більше, ніж при різанні на повітрі через сильний охолодження основного металу і електрода. Різання виконують методом обпирання. Можна застосовувати також вугільні або графітові електроди.
Процес, в деякій мірі механізований, являє собою гравітаційну дугове зварювання, в якій стержнеобразний електрод, прикріплений до приладу, переміщається у міру його плавлення під дією сили тяжіння. Джерелом тепла, необхідного для плавлення електрода і металу зварного шва, є дуга заданої напруги і інтенсивності. Енергія для його світіння виходить зі звареного джерела живлення постійного струму з крутими характеристиками видалення окалини або змінним струмом. Зварювальний струм змінюється в залежності від діаметра електрода, його типу і положення зварювання.
Різновидом електродугової різання є електрокіслородная різання, при цьому дуга горить між виробом і трубчастим сталевим електродом, через який подається ріжучий кисень. Використовують металеві, вугільні і графітові електроди. Для електродів застосовують сталеві суцільнотягнені трубки з зовнішнім діаметром 5-7 мм. У вугільних або графітових електродах в осьовий канал вставляють мідну або кварцову трубсчку. Для збільшення електропровідності і підвищення механічної міцності електрода стрижні покривають зовні металевою оболонкою, на яку наносять водонепроникне покриття. К. недоліків цих електродів відноситься їх великий діаметр (15-18 мм), що не дозволяє вводити електрод в порожнину різу. Застосовуються також карборундові електроди зі сталевою оболонкою і водонепроникним покриттям. Електрокіслородная різання здійснюють на постійному струмі прямої полярності на глибині до 100 м.
Менші значення приймаються для зварювання в примусових положеннях, таких як стеля, стіна і перший шов, тобто шунт. Занадто низька інтенсивність призводить до нестабільної дузі вогню і надмірного надмірного розпорошення і небажаного перегріву кришки. Метод зварювання електродами з покриттям є найбільш універсальним, оскільки він використовується в комбінації: - як тонкі, так і товсті елементи. З іншого боку, елементи товщиною понад 4 мм виконані багатошаровими; - різні типи і марки металів і сплавів.
В основному зварні нелегіровані та леговані стали, чавун і нікель, мідь і їх сплави; - всі типи роз'ємів в будь-якому положенні, в польових умовах, на висотах, оскільки пристрої прості і легко переносяться. Переваги та недоліки технології кисневого різання Недоліки: великий діапазон товщини перпендикулярного краю низька вартість різання низька вартість машини.
Повітряно-дугове різання заснована на виплавлення металу по лінії різу електричною дугою з інтенсивним видаленням розплавленого металу потоком повітря, повітряно-дугове різання застосовують для поверхневої обробки, але можна використовувати при роздільній різанні. При розділової різанні електрод заглиблюється на всю товщину металу, що розрізає.
Широка зазорів і площа зрізаного ефекту, нержавіюча сталь і кислотоустойчивость, а також інші матеріали, такі як алюміній, мідь і т.д. не можна розрізати, тривалий час пірсингу. Переваги та недоліки технології плазмового різання Переваги: Висока швидкість різання без нагріву - Швидка різання вузької зони ріжучого ефекту - Щодо низькотемпературний ефект на весь матеріал завдяки високій швидкості і вузькому температурному розрізу. велика кількість газів і парів змінюється в області ефекту різання з труднощами в підтримці перпендикулярного краю.
Для поверхневої і розділовій повітряно-дугового різання застосовують різаки конструкції РВД-1-58, розроблені ВНІІАвтогенмашем (рис. 54).
В даний час розроблений і випускається різак РВД-4А-66.
Різак забезпечений рукояткою 5 з вентилем 4 для подачі стисненого повітря. Вугільний електрод 1 затискається між нерухомою 3 і рухомий 2 губками. Стиснене повітря виходить через два отвори, наявні в'губке 3. Він підводиться в різак по шлангу через ніпель 6 під тиском 4-5 кгс / смг і видуває розплавлений метал з місця різу. Показано положення різака при роздільній поверхневої різання. Виліт електрода не повинен перевищувати 100 мм. При різанні вугільним електродом ширина канавки повинна бути на 1-3 мм більше діаметра електрода. Для підвищення стійкості в роботі вугільні електроди покривають шаром міді товщиною 0,06-0,07 мм (електроди марки ВД). Продуктивність повітряно-дугового різання на змінному струмі нижче, ніж на постійному.
Недоліки: ○ Низькі показники зварювання, особливо для важкої зварювання, ○ Низька швидкість зварювання, ○ Необхідність видалення шлаку і заміни електродів, що ще більше знижує ефективність процесу ○ Якість зварювання сильно залежить від здатності зварника. ○ Висока чутливість до вологи - ○ відносно висока вартість зварювальних матеріалів в порівнянні з іншими методами, ○ велика кількість що випускаються газів і зварювальних газів.
У нас була можливість перевірити можливості цього пристрою в нашій редакційній майстерні. Він характеризується ККД 80%. Його вага становить 9 кг, а номінальний робочий цикл - 60%. Це один з найважливіших параметрів, що характеризують зварника на. Робота инверторного зварювального апарату полягає в значному збільшенні частоти струму, споживаного від мережі. В результаті навіть відносно невеликі трансформатори допускають високі зварювальні струми. Використання инверторной технології дозволяє значно знизити вагу зварювального апарату і отримати стабільний струм навіть при харчуванні від генераторів.
Технологія дугового різання
Розроблено та використовується кілька способів різання металів (сталі, чавуну, кольорових металів) електричною дугою.
1. Дугова різання металів здійснюється за допомогою:
1) металевого плавиться електрода. Цей спосіб полягає в тому, що метал розплавляють за допомогою більш високої величини струму (на 30-40% більше, ніж при дугового зварювання).
Вбудовані датчики температури запобігають перегрів пристрою через перегрів. Для кожного режиму роботи виробник надав обладнання спеціалізоване обладнання. При зварюванні електродів на зварювальний апарат прикріпіть рукоятку і утримувач електрода. Вибір поляризації залежить від типу зварного матеріалу і використовуваних електродів. При прямолінійною поляризації тримач електроду підключається до негативного розетки, а держатель маси підключається до позитивної клеми. При такому розташуванні електрод буде нагріватися менше, ніж зварений метал.
Електричну дугу збуджують на верхній кромці у початку різу і поступово переміщують її вниз вздовж кромки (рис. 73).
Краплі рідкого металу виштовхують козирком електродного покриття. Крім того, він ізолює електрод, перешкоджаючи його замикання на метал.
Мал. 73. Схема різання металевим електродом, що плавиться
Різка таким способом має ряд недоліків, зокрема має низьку продуктивність і дає неякісний рез. Режими, при яких проводять різання, представлені в табл. 39;
Це призведе до більш повільного плавлення електрода, і з'єднання компонентів буде виконано з більш глибоким розплавом. Для зворотної полярності підключіть тримач електроду до плюса і держателю маси до мінуса. Цей тип з'єднання використовується для зварювання високовуглецевого, легованої сталі та спеціальної сталі, чутливої до перегріву. Крім того, металеві листи краще зварюються з такою поляризацією. Виробник рекомендує зварювальні електроди до 2, 5 мм. Робота дуги була дуже простою.
Це відноситься як до рутиловим, так і до базових електродів. Після дуги дуга була стабільною, і процес зварювання тривав без перерви. Суглоби можна складати рівномірно, і суглоби були розплавлені до потрібної глибини. Навіть при тривалій зварюванні теплової вимикач не працював. У зварника є спеціальний індикатор, коли він перегрівається. Дайте машині охолонути, а потім продовжите зварювання. На зварювальному апараті робочий вимикач повинен.
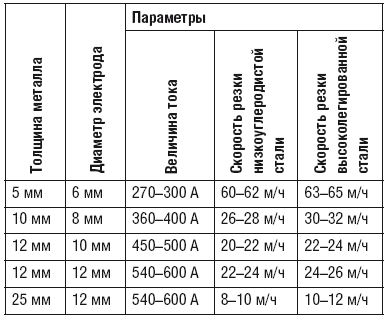
Таблиця 39
Зразкові режими різання металу плавиться
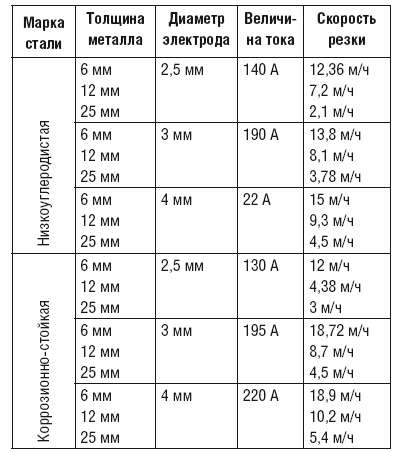
2) вугільного електрода. Цей спосіб використовують при різанні чавуну, кольорових металів і стали тоді, коли немає необхідності суворо дотримуватися всі розміри, а якість і ширина різу не грають ніякої ролі. При цьому оброблення проводять, виплавляючи метал уздовж лінії розділу. Різання ведуть при постійному або змінному струмі зверху вниз, маючи в своєму розпорядженні оплавлятися поверхню під невеликим кутом до горизонтальної площини, щоб полегшити витікання рідкого металу. Режими різання представлені в табл. 40.
3) не плавиться вольфрамового електрода в середовищі аргону. Цей спосіб різання використовується рідко, в основному при роботі з легованими сталями і кольоровими металами. Його суть полягає в тому, що на електрод подають струм, величина якого перевищує таку при зварюванні на 20-30%, і наскрізь проплавляющей метал.
Таблиця 40
Зразкові режими різання стали вугільним електродом
3. При повітряно-дугового різання (рис. 75) метал розплавляють електричною дугою, порушуємо між виробом і вугільним електродом (пластинчастим або круглим), і видаляють струменем стисненого повітря.
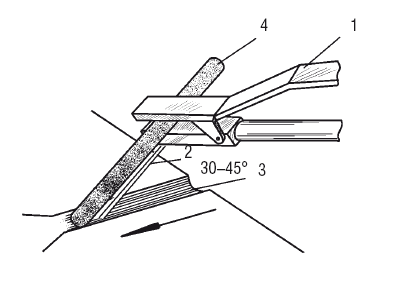
Мал. 75. Схема здійснення повітряно-дугового різання: 1 - різак; 2 - струмінь повітря; 3 - канавка; 4 - електрод
Процес різання проводять при використанні постійного струму зворотної полярності (при прямій полярності зона нагріву ширша, що створює труднощі при видаленні металу) або змінного струму.
Величину струму визначають за формулою:
де I - струм;
K - коефіцієнт 46-48 і 60-62 А / мм для вугільних і графітових електродів відповідно;
d - діаметр електрода.
Для цього способу застосовують особливі різаки, які бувають двох типів і тому припускають різні режими різання:
Різаки з послідовним розташуванням струменя повітря;
Різаки з кільцевим розташуванням струменя повітря.
Повітряно-дугове різання поділяється на два типи, яким відповідають різні режими (табл. 41 і 42):
Поверхнева стругання, використовувана для оброблення утворилися в металі або звареному шві дефектів, подрубки кореневого шва і зняття фасок;
Розділова різання, що застосовується при обробці нержавіючої сталі і кольорових металів.
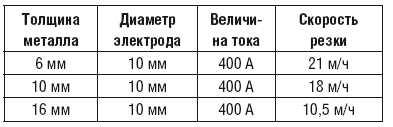
Таблиця 41
Зразкові режими поверхневої повітряно-дугового різання

Таблиця 42
Зразкові режими розділової повітряно-дугового різання



Коментарі
Дописати коментар