Механізоване зварювання 3зв. Урок№11 Тема: Дефекти наплавлення та методи їх виправлення. 29.11.23
- Отримати посилання
- X
- Електронна пошта
- Інші додатки
Опрацювати тему, зробити конспект
До дефектів, пов'язаних з порушенням режимів зварювання, неправильної підготовкою та складанням елементів конструкції під зварювання, несправністю обладнання, недбалістю і низькою кваліфікацією зварника, відносяться: невідповідність швів розрахунковим розмірами, непровари, підрізи, пропали, напливи, не завірені кратери та ін. непровари пропали підріз не завірені кратери

Непровари Непровари - це локальні несплавлення наплавленого металу з основним, або шарів шва між собою. До цього дефекту відносять і незаповнення перетину шва. Непровари істотно знижують міцність шва і можуть стати причиною руйнування конструкції. погана очистка зварних кромок; низька сила зварювального струму; занадто висока швидкість зварювання; незручне просторове положення шва; низька кваліфікація зварника. Причини виникнення
Способи попередження Способи усунення дефекту
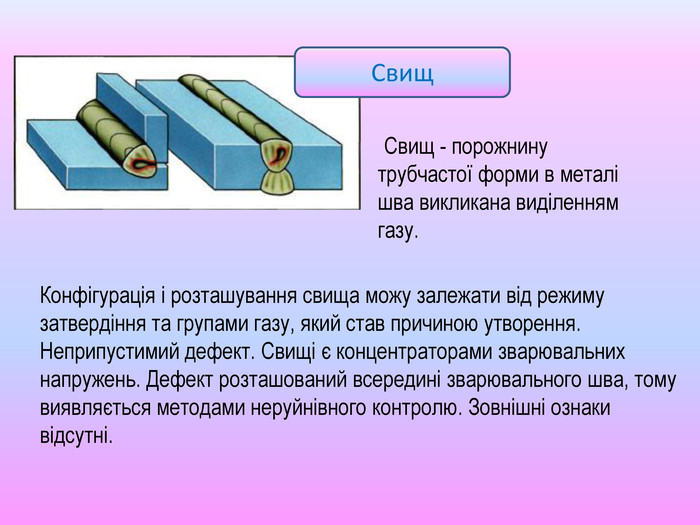
Свищ - порожнину трубчастої форми в металі шва викликана виділенням газу. Свищ Конфігурація і розташування свища можу залежати від режиму затвердіння та групами газу, який став причиною утворення. Неприпустимий дефект. Свищі є концентраторами зварювальних напружень. Дефект розташований всередині зварювального шва, тому виявляється методами неруйнівного контролю. Зовнішні ознаки відсутні.
несприятлива геометрія зварної ванни при зварюванні кутових, напусткових і таврових швів; висока в'язкість металу ванни при зварюванні у всіх положеннях, окрім нижнього; низька пластичність металу шва; внутрішня напруга від нерівномірного нагрівання металу. Причини виникнення свищів Перед зварюванням: використовувати зварювальні електроди, які забезпечують знижену в'язкістю; прокалювати електроди перед зварюванням; зачищати кромки зварного вироби від іржі і бруду. Під час зварювання: по можливості зварювати в нижньому положенні і в човник; при багатошаровому зварюванні товстих конструкцій формувати більш широкі шви; перемішувати рідкий метал зварної ванни. Для усунення дефекту після виявлення, його вирубують або вичищають і знову заварюють. Способи попередження свищів
Пропал Пропал - витікання металу зварювальної ванни, в результаті чого утворюється наскрізний отвір в звареному шві. Неприпустимий, оскільки порушує суцільність зварного шва. Зовнішні ознаки: наскрізні отвори або порожнини, утворені внаслідок розплаву зварювальної ванни. Перед зварюванням: використовувати спеціальні підкладки (що залишаються і не залишаються); оптимізувати режим зварювання по швидкості і потужності джерела нагрівання; застосовувати кантователі, вращателі для вибору просторового положення, що виключає пропал. Під час зварювання: застосовувати імпульсно-дугові режими зварювання; вести дугове зварювання «кутом вперед», а газову «лівим» способом; строго дотримуватися сталість зазору в стику. Способи попередження Виправлення дефекту Місце прожога очистити від окалини і напливів, підготувати за допомогою шліфувального інструменту і підварити повторно
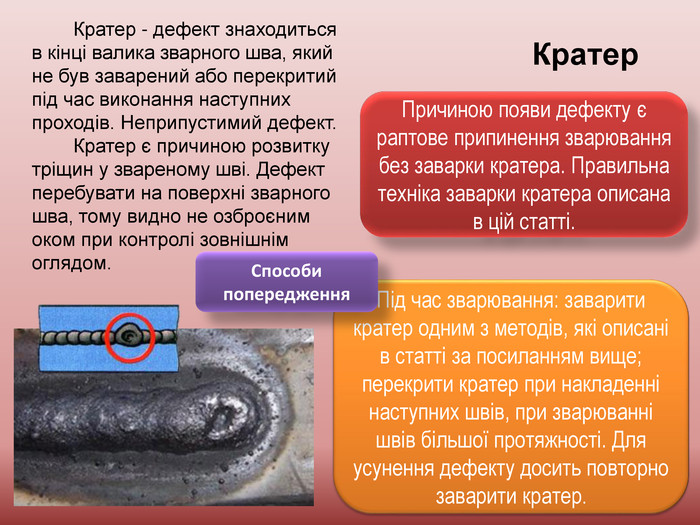
Кратер - дефект знаходиться в кінці валика зварного шва, який не був заварений або перекритий під час виконання наступних проходів. Неприпустимий дефект. Кратер є причиною розвитку тріщин у звареному шві. Дефект перебувати на поверхні зварного шва, тому видно не озброєним оком при контролі зовнішнім оглядом. Кратер Причиною появи дефекту є раптове припинення зварювання без заварки кратера. Правильна техніка заварки кратера описана в цій статті. Під час зварювання: заварити кратер одним з методів, які описані в статті за посиланням вище; перекрити кратер при накладенні наступних швів, при зварюванні швів більшої протяжності. Для усунення дефекту досить повторно заварити кратер. Способи попередження
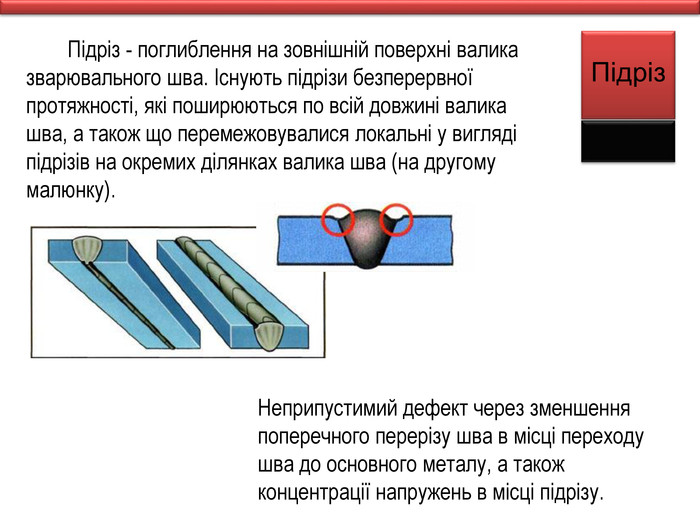
Підріз - поглиблення на зовнішній поверхні валика зварювального шва. Існують підрізи безперервної протяжності, які поширюються по всій довжині валика шва, а також що перемежовувалися локальні у вигляді підрізів на окремих ділянках валика шва (на другому малюнку). Неприпустимий дефект через зменшення поперечного перерізу шва в місці переходу шва до основного металу, а також концентрації напружень в місці підрізу.
Порушення режимів зварювання: зварювання на підвищеній напрузі дуги, надмірна швидкість зварювання, завищена сила струму; низька кваліфікація зварника; неточне ведення електрода по осі шва; незручне просторове положення шва; низька змочуваність металу зварювального шва; погано зачищені зварювальні кромки; Причини виникнення Перед зварюванням: попередній підігрів основного металу; вибір оптимальних режимів зварювання; використовувати допоміжні пристосування для позиціонування і орієнтації зварного з'єднання; використовувати зварювальні матеріали, які поліпшують змочуваність Під час зварювання: зварювання короткої дугою на оптимальної швидкості; зварювання кутових швів - «у човник»; вести зварювання похилим електродом кутом вперед; точно орієнтувати електрод по осі шва і його довжині.
- Отримати посилання
- X
- Електронна пошта
- Інші додатки


Коментарі
Дописати коментар