ТО і ремонт 97тр Урок№28 Тема:Характерні несправності ходової частини гусеничних та колісних тракторів та органів їх керування 29.11.22
Опрацювати тему, зробити конспект
Ходова частина гусеничних тракторів. Деталі ходової частини працюють в абразивному середовищі, при сухому терті і приймають значні динамічні навантаження, внаслідок чого вони інтенсивно зношуються (понад 10 мм). Тому під час ремонту вибирають такі способи, які дозволяють нанести покриття значної товщини і підвищеної стійкості проти зносу.
Ведучі колеса із однобічним зносом зубів переставляють з одного боку трактора на другий. Великий знос зубів призводить до порушення нормального зачеплення ведучого колеса з гусеницею. Зуби відновлюють ручним дуговим зварюванням шаблоном, заливанням рідким металом або приварюванням нових секторів колеса .
Під час заливання рідким металом колесо встановлюють у кокіль , заливають металом через ливникову чашку і центрують у кокілі за допомогою центрувальної осі. Для збільшення зчеплення металу, що заливається, з поверхнею деталі колесо і кокіль попередньо підігрівають.
Під час приварювання секторів зуби колеса відрізають по копіру на машині АСШ-70 для кисневого різання. Колесо з обрізаними зубами вкладають у шаблон і по копіру замість різаних зубів приварюють сектори автоматичним зварюванням під шаром флюсу АН-348А. Нові сектори виготовляють штампуванням або литтям, які відповідають формі зубів ведучого колеса.
Ланки гусениць виготовляють із високомарганцевистої сталі Г13 Л, яка має високу стійкість проти зношування у абразивному середовищі.
Основні дефекти ланок гусениці — знос отворів вушок, бігових доріжок і грунтозачепів, а також тріщини.
До 80 % ланок гусениць вибраковують через знос отворів і тріщини ланок. Знос отворів вушок ланок допускається до товщини стінок 3,5 мм. їх відновлюють заливанням рідким металом або пластичним деформуванням.
Перед заливанням рідким металом торці вушок зачищають на обдирно-шліфувальному станку. У стінках з боку найбільшого зносу вугільним електродом пропалюють технологічні отвори розміром 10—12 мм. Встановлюють ланку вушком вверх і ставлять в неї технологічний палець, діаметр якого на 0,2—0,4 мм більший номінального діаметра отвору. Ущільнюють торці металевими шайбами. Через пропалений технологічний отвір у вушко заливають розплавлену сталь 45 Л, 50 Л або 55 Л. Метал заливають у холодну ланку, а тому сплавлення його з вушком не відбувається. Після охолодження розплавленого металу утворюється вкладиш, який копіює зношену частину отвору і утримується в ньому ливником як заклепкою.
Відновлення вушок ланок способом пластичного деформування виконують у спеціальних штампах. Для цього придатні ланки з товщиною передньої стінки на дузі 120° не менше 8 мм, товщиною цівки і бігової доріжки не менше 7 мм. Спочатку ланки нагрівають у соляній електродній ванні до 350—400 °С, а потім витримують 5 хв у розплаві хлористого барію при температурі 1000— 1050 °С, що дає можливість загюбігти втратам і вигоранню легуючих елементів і покращує пластичність металу.
Нагріту ланку (рис. 1) укладають у матрицю 2, а в отвір вушка вводять технологічний палець 5. Блок основних пуансонів, переміщуючись у вертикальній площині, підтискає верхню і нижню вушки до пальця і за рахунок пластичного деформування витісняє метал до передньої стінки. Додаткові пуансони 3 підтискають передню стінку до пальця і остаточно формують вушка. Тривалість деформації ланки у штампі 5—6 с. Після цього ланки гартують у холодній воді. Бігові доріжки ланок відновлюють наплавленням під шаром флюсу.
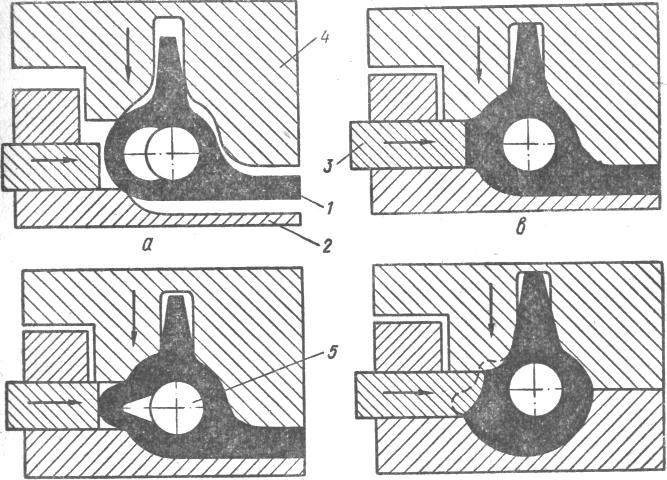
Рис.1 Схема формування вушок ланок гусениць пластичним деформуванням
Зношені грунтозачепи наплавляють до нормальної висоти або приварюють до їх вершин дротики діаметром 5—7 мм.
Після відновлення деталі комплектують і складають вузли ходової частини гусеничних тракторів.
Напрямне колесо після складання має вільно провертатися від зусилля руки. Осьовий розбіг колеса на колінчастій осі не повинен перевищувати 0,5 мм (Т-150). Ущільнювальне кільце після втискання у ковпак має вільно виходити назад під дією пружини. Поверхні тертя кілець притирають до повного прилягання до плити (перевіряють на фарбу).
Якщо осьовий розгін у підшипниках напрямного колеса перевищує допустимий, виконують регулювання: затягують регулювальну гайку до тугого обертання колеса, від зусилля руки за обід і відкручують її на '/е оберта. Перевіряють вільне обертання колеса від руки і затягують контргайку з наступною фіксацією замковою шайбою.
Довжина пружин амортизаційного пристрою, 'стиснених до робочого стану, має становити 507 мм для внутрішньої і 525±3 мм для зовнішньої (Т-150).
Складають каретку на спеціальних стендах. Обкатують стенди протягом 15 хв з частотою обертання котків 151 хв-1.
Полотна гусениць ходової частини тракторів Т-150 і ДТ-75М мають бути складені із відновлених ланок, що відповідають таким вимогам: діаметр отвору у вушці ланки не повинен перевищувати 22 мм; розмір цівки у місці зачеплення із зірочкою — не менше 42 мм; товщина бігової доріжки під опорні котки — не менше 7 мм; висота заклепки вкладиша, залитого через технологічний отвір, на зовнішньому боці вушка — не перевищувати 3 мм.
Крок полотна гусениці не повинен перевищувати 1730 мм. Його перевіряють на довжині 10 ланок не менше як на трьох ділянках гусеничного полотна при розтягуючому зусиллі 10 кН.
Всі пальці ланок складеної гусениці мають бути надійно за-шплінтованими.



Коментарі
Дописати коментар