Спецтехнологія 4-мсту Урок№16 Тема: Порядок підготовки зварювального обладнання, інструментів та пристроїв до виконання роботи 20.01.21
Опрацювати тему: Порядок підготовки зварювального обладнання, інструментів та пристроїв до виконання роботи на сайті https://studfile.net/preview/5607215/page:3/
Зробити конспект
Зварювальні пости для ручного дугового зварювання
Зварювальний пост для ручного дугового зварювання оснащується джерелом живлення, струмопідведення, необхідними інструментами, приладдям і пристроями. Зварювальні пости можуть бути стаціонарними і пересувними.
До стаціонарних відносять пости, розташовані в цеху, переважно в окремих зварювальних кабінах, в яких зварюють вироби невеликих розмірів.
Пересувні зварювальні пости, як правило, застосовують при монтажі великогабаритних виробів (трубопроводів, металоконструкцій, і т. д.) і ремонтних роботах. При цьому часто використовують переносні джерела живлення.
Залежно від зварювальних матеріалів і застосовуваних електродів для ручного дугового зварювання застосовують джерела змінного чи постійного струму з крутопадаючих характеристикою. Основним робочим інструментом зварника при ручному зварюванні служить електродотримачі, що призначені для затиску електрода й проведення зварювального струму. Застосовують електродотримачі пружинного, пластинчастого і гвинтового типів.
Електродотримачі випускаю трьох типів у залежності від сили зварювального струму:
1 типу — для струму 125 А;
2- 125—315 А;
3- 315-500 А.
Для підведення струму від джерела живлення до електродотримачів і виробу використовують зварювальні проводи. Переріз проводів вибирають за встановленими нормативами для електротехнічних установок (5-7 А/мм ^ 2). До допоміжних інструментів для ручного зварювання відносяться: сталеві дротяні щітки для зачищення крайок перед зварюванням і для видалення з поверхні швів залишків шлаку, молоток-шлакоотделітель для видалення шлакової кірки, особливо з кутових і кореневих швів в глибокій обробленні, зубило, набір шаблонів для перевірки розмірів швів, сталеве клеймо для клеймування швів, метр, сталева лінійка, висок, кутник, чертілка, крейда, а також ящик для зберігання і перенесення інструменту.
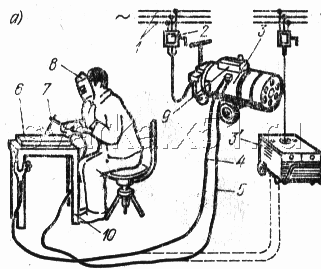 Загальний вигляд зварювального поста для ручного дугового зварювання постійним струмом показаний на рис.1.
Загальний вигляд зварювального поста для ручного дугового зварювання постійним струмом показаний на рис.1.

Від мережі 1 змінний трифазний струм напругою 220 і 380 В подається через рубильник 2 і запобіжники до зварювального перетворювача 3 (або до зварювального випрямляча 3 '). Зварювальний перетворювач складається з електродвигуна і сполученого з ним зварювального генератора, який виробляє постійний струм напругою 25-40 В. Електродвигун і зварювальний генератор встановлені на візку і утворюють агрегат, який називається зварювальним перетворювачем.
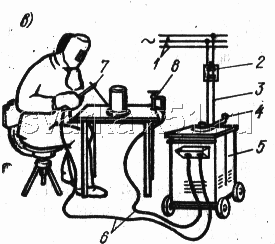
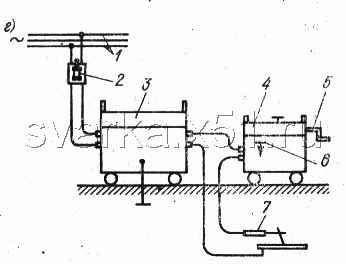
Малюнок 1. Зварювальні пости для ручного зварювання:
а - постійним струмом від однопостового зварювального перетворювача або зварювального випрямляча; б - те саме від багато постового перетворювача; в - змінний струм від одно постового зварювального трансформатора в однокорпусному виконанні; г-те ж від однопостового зварювального трансформатора з окремим регулятором (дроселем).
Електродотримачі зварювального дроту
При ручному дуговому зварюванні для затиску електрода і підведення до нього струму застосовують електродотримачі, які дозволяють швидко замінити електрод без дотику до струмоведучих частин і забезпечують найменшу довжину залишається недогарка. Найбільш простий є конструкція вилочного і пластинчастого електродотримачів.

Електротримачі, забезпечені пристроєм для вимикання зварювального струму під час зміни електрода, забезпечують високу безпеку роботи.
Зварювальні проводи (кабелі) служать для підведення струму від зварювального перетворювача або трансформатора до електродотримача і виробу. Електродотримачі приєднуються до гнучкого ізольованому кабелю, сплетеному з великого числа мідних, відпалених і облуженних дротів діаметром 0,18 - 0,2 мм.
Для зварювання низьковуглецевих сталей застосовують електроди типів Е42, Е42А, Е46 з рутиловими, фторістокальціевимі, руднокіслимі і органічними покриттями.
При зварюванні кутових швів товстого металу і першого шару багатошарового шва, коли швидкість охолодження досить велика, попередньо підігрівають основний метал для попередження появи гартівних структур і кристалізаційних тріщин.
+Середньовуглецеві сталі (з вмістом вуглецю від 0,26 до 0,45%) зварюють дротом з пониженим вмістом вуглецю (від 0,08 до 0,1%), застосовують шви з обробленням крайок, невеликий струм; при цьому прагнуть отримати неглибокий провар, щоб зменшити частку основного металу у шві. Ці заходи знижують вміст вуглецю в металі шва і попереджають появу кристалізаційних тріщин. Застосовують також попередній та супутній підігрів.
ВИСНОВОК
Отже, ручне дугове зварювання — це технологічний процесс отримання нероз'ємного з'єднання, при якому довжина дуги, подача електрода зі швидкістю його розплавлення та переміщення уздовж зварюваних кромок відбувається вручну.
На сьогодні зварювання є найбільш розповсюдженим способом з'єднання деталей при виготовленні металоконструкцій. Широко застосовується зварювання в комплексі з литтям, штампуванням і спеціальним прокатом окремих елементів заготовок виробів, майже повністю відтіснивши складні та дорогі суцільнолиті та суцільноштамповані заготовки.
Сучасна індустрія охорони праці у зварювальному виробництві пропонує великий вибір зварювальних масок. Вони мають зручну конфігурацію, малу масу, забезпечують тепловий захист голови і захисту очей від світлового випромінювання зварювальної дуги. Практично у всіх масках забезпечене швидке автономне затемнення огляді того вікна залежно від величини зварювального струму.
Для роботи зварника випускаються спеціальні комплекти (КИ-125, КИ-315, КИ-500), які містять електродотримачі, сполучну муфту, зварювальний кабель, запасні частини до електродотримача, світлофільтри, затискачі, шлаковіддільник, металеву щітку. Виготовляють також набори інструментів ЭНИ-300 та ЭНИ-300/1 до комплекту яких входять електродотримач, клема заземлення, сполучна муфта, щітка-зубило, викрутка, плоскогубці, розвідний ключ, клеймо, молоток, світлофільтри, відрізок кабелю (3 м).
Створення безпечних умов праці є основною і найважливішою задачею будь-якого виробництва. За правильну організацію і стан техніки безпеки несе відповідальність керівництво підприємства, а всі поточні питання вирішуються відділами техніки безпеки або інженерами по техніці безпеки.
Дотримання Правил техніки безпеки на підприємствах контролюється інспекцією Держтехнягляду України, інспектором ЦК профспілок робітників даної галузі промисловості, Державною санітарною інспекцією і Державною інспекцією пожежної охорони.



Коментарі
Дописати коментар